【日经BP社报道】以634m的高度傲视全球的电波塔——东京晴空塔即将于5月22日开业。今后,东京晴空塔预计将迎来众多的游客,对于土木技术人员,这座巨大的钢结构物也充满了看点。本文将以技术为着眼点,沿着实际参观路线,由建筑商大林组的两位“关键人物”介绍技术看点。东京晴空塔从使用高科技的施工方法到绞尽脑汁想出的低端技术措施,技术看点多多。负责介绍的是引领施工现场的作业所长田渕成明,以及从总部到现场精通技术的田村达一。
巨大塔体的细微之处——透过钢架的接缝和焊痕了解制造方式
东京晴空塔的钢材使用量约为4.1万吨,构件数多达3.7万个。主体构造为“塔体”,直到高度497m都是由圆截面钢管组成的桁架。最粗的底层钢管直径为2.3m,壁厚10cm。每增高20m,钢管的直径大约缩小10cm,直径在300m高附近为大约1m,之后直到497m则都不再变化。
这些钢管使用高张力钢材制造,即使发生千年一遇的巨大地震,构造也不会崩溃。整体工期44个月之中,允许搭建钢架的时间只有22个月。因为在此期间很难从1家公司采购到4万多吨高张力钢材,所以钢材由日本的4家高炉企业生产,钢管的制造也起用了多家工厂。其中,壁厚最大达到10cm的钢材由3家高炉企业负责。钢管的制造企业的选定由陆地能够运输的最大尺寸、重量和现场吊车的悬吊能力决定,同时也考虑了钢材企业的设备和生产方式等情况。
“使用压弯方式进行加工的JFE钢铁和神户制钢所是把两块平板钢材弯曲成一个筒状,因此钢管的纵截面方向存在两条接缝。而新日本制铁拥有把钢材卷成圆筒的弯管设备,因此只有一条接缝”(田村副部长)。

各家公司的钢管长度也不尽相同。“新日铁的钢管虽然是单缝,但设备无法弯曲长钢板,因此长度短于其他2家公司。如果仔细观察,可以看出钢管焊接间隔的差别”(田村)。
构成塔体的钢管除了部分水平材料之外,都是通过焊接相连。因为构件大,所以焊痕也较明显。在4层的平台可以近距离观察到厚重的焊痕。
钢材的接合选择焊接有两个理由。一是使外观整洁,二是使水和灰尘不易在接合部囤积,抑制生锈和脏污。
但焊接的操作并不容易。塔体除了中央的主轴之外,没有任何一根垂直钢管,绝大多数钢管都以不同的角度倾斜。粗细和长度也各不相同。所以钢管是三维接合,接合角度也不尽相同。
因为高处的现场焊接难以确保精度,所以钢管的分支全部在工厂内焊接。焊接采用分支连接方式,粗管作为主管,细管作为支管,支管在切割后插入主管。复杂的立体钢管桁架没有吸收施工误差的余量,因此,施工人员使用之前改进过的自动切管机,对钢管接口进行了高精度切割。
焊接接合角度大多较浅也是特点之一。钢管以锐角接合的内侧采用埋焊,接合角度大的外侧采用堆焊。二者之间的侧面则是埋焊与堆焊相结合。

“工厂采用的是埋弧焊,焊道(焊痕的突起)比较小,但现场焊接需要叠层,而且会留下安装件的痕迹”(田渕所长)。
“性能如此之高的钢构架物涂装在日本绝无仅有”。让田渕所长为之自豪的,是新开发的“重防腐蚀厚膜氟树脂涂装”。高634m的铁塔不容易粉刷。正因为如此,涂料需要具备保护钢材百年不生锈的高耐久性和长期美观性,尽可能减少挥发性有机化合物(VOC)的产生。
在开发涂料之时,开发人员对钢结构物涂装中级别最高、日本本州四国联络桥使用的钢公路桥涂装和防腐蚀用“C-5涂装”工艺进行了改进。最大的改进点是把中层(厚度30μm)和顶层(厚度25μm)氟树脂涂料简化成了一道工程可以完成的单层55μm厚膜氟树脂涂装工艺。通过采用厚膜氟树脂,重新粉刷的间隔从C-5涂装的20年延长到了25年。

田渕所长表示,涂装面积约12.5万m2。基本来说,工厂采用的是喷涂,在现场焊接钢管的位置为了防止涂料扩散,采用的是辊涂。田村副部长表示,“仔细观察焊点前后30cm区域的话,会发现涂装工艺的差别所表现出来的不同感觉”。
在搭建塔体的同时制作增益塔和心柱
近距离仰视东京晴空塔,每个角度的感觉各不相同。这是因为塔体的截面存在微小的差异的缘故。
如图所示,塔体的底层是边长68m的正三角形,三个顶点着地。每个顶点斜立着4根钢管柱,每根钢管分出若干支管,一直延续到50m高度。构成底座的3组钢管桁架被称为“鼎桁架”。
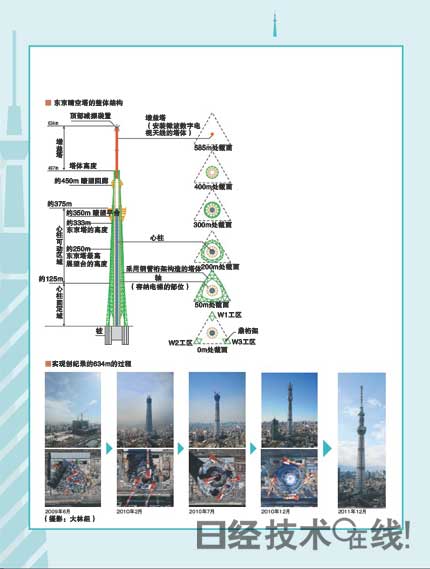
3组鼎桁架在50m的高度结合到一起。由此作为一个结构体向上伸展。底层的正三角形的截面从此开始逐渐呈现圆弧,并不断变小,在300m高度附近向上成为圆形,圆形一直延伸到497m处。
在搭建钢架的同时,还组装了最终将设置在顶部的增益塔,组装的场所是塔内中心直径约为10m的空洞的地面部分。当这座增益塔在使用液压千斤顶推升到634m的高度后,空洞内浇筑了直径为8m的预应力钢筋混凝土心柱。心柱125m之下的部分与塔体固定在一起,基本为独立结构物,起着整座塔的减振构件的作用。(特约撰稿人:松浦 隆幸)