0 序 言
通过采用外场作用改善焊缝性能的方法有许多研究和应用,超声冲击(Ultrasonic impact treatment ,UIT)就是一种很有效的方法之一。许多研究表明,通过焊后超声冲击可以大大提高焊接接头的疲劳强度,能提高接头疲劳寿命几倍甚至几十倍以上。但超声冲击对于焊接接头残余应力的影响却少有详细的研究报道。残余应力的大小是影响焊接结构性能的重要指标,超声冲击后残余应力的变化是导致焊缝疲劳性能改善的主要原因之一。因此,对经过不同超声波冲击方法的焊缝进行详尽的残余应力测量,了解超声冲击与残余应力变化的规律,是具有应用价值的试验工作,也是评价该工艺措施的重要手段。
1 试验方法
1.1 试验用焊接结构及焊接方法
试验用的焊接结构是一个附有连接块的箱型柱,见图1。它是建造中的某电视塔的一段,整个塔由多段箱型柱焊接而成。
箱型柱由80mm厚度的Q345钢板通过埋弧焊焊接而成,在有连接块(俗称牛腿)区域采用全熔透埋弧焊(SAW) ,其它区域采用非熔透埋弧焊。柱内有筋板,采用埋弧焊与箱型柱板焊接,筋板与箱型柱封口垂直焊缝采用电渣焊(ESW) ,见图1。连接块与箱型柱也采用埋弧焊焊接,它用于与其它柱进行螺栓连接。焊接工艺参数见表1。

1.2 超声冲击工艺
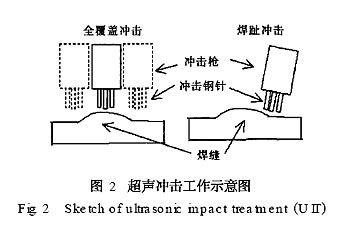
试验采用国产H12050超声冲击消应力设备消除焊接残余应力,进行了焊趾冲击和全覆盖冲击两种工艺试验。冲击时设备工作电流为1.3~1.6A,振动频率为约20kHz,冲击效率为3.6cm2/min。焊趾冲击是指仅对焊趾进行三束串排线状滑移冲击;全覆盖冲击(又称全冲击)是指对全焊道进行平面游动冲击,见图2,母材区受冲击宽度为3~5mm。
1.3 残余应力测量
采用盲孔法进行焊接残余应力的测量;使用国产YJ-25型静态电阻应变仪, HY120-2CF型应变片,电阻R=120Ω,灵敏度系数K=2.00~2.25;对于埋弧焊焊缝,测量点位于焊缝中心位置。对于电渣焊焊缝,由于焊缝位于箱型柱内部,因此,只测量封口处焊缝截面上残余应力。
2 试验结果与分析
2.1 焊后残余应力测量结果
对焊后箱型柱上的埋弧焊和电渣焊焊缝,进行了初始焊接残余应力的测量。测量结果见表2。表中σmax和σmin表示最大和最小主应力,τ表示剪切应力,σx和σy表示沿焊缝方向和垂直焊缝方向的应力(下同) 。
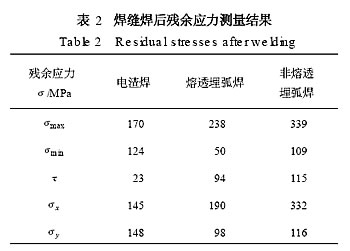
电渣焊测点设在立焊封口处,熔池呈方孔状,故测点在实际焊缝的断面上,受四边母材的拘束,应力呈平面双向拉伸状况。由于电渣焊焊速低,热输入量大,焊缝温度下降较慢;焊后拉应力带比较宽,但应力水平不很高;在焊接完成后,还需把封口堆高打磨到母材的平面,故其焊接残余应力进一步削降,测得σmax=170MPa,σmin=124MPa,σx=145MPa,σy=148MPa,属正常的分布。
在连接块附近的埋弧焊是全熔透焊缝,按一般规律,σmax及σx 可达到母材的σs,对Q345钢约为350MPa,测得σmax=238MPa,σx=190MPa,低于一般状况;造成残余应力不高的原因是:箱型柱在埋弧焊完成后,尚需进行对内筋板的电渣焊及连接块的焊接。由于后期焊道的多次热应变作用,该焊缝的残余应力峰值必然有所下降。
在无连接块的箱型柱部位,采用非熔透埋弧焊,熔透深度约为板厚的1 /2,按一般规律σmax及σx也可达到母材的σs,对Q345钢约为350MPa,σy 在三分之一的σs水平,约为120MPa。测量结果为σmax=339MPa,σx=332MPa;σy=116MPa,与理论规律十分一致。
2.2 焊缝超声冲击消应力效果分析
对电渣焊封口焊缝和全透埋弧焊焊缝进行了全覆盖冲击,冲击前后测点的距离约50~100mm;对非熔透埋弧焊焊缝进行了三种工艺试验:未冲击、焊趾冲击与全冲击;三种工艺间的测点距离约为200mm和100 mm,以分离不同工艺的相互影响。
2.2.1 电渣焊焊缝
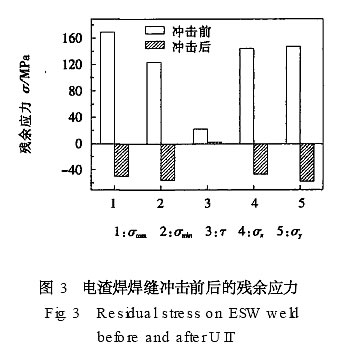
对电渣焊封口冲击效果见图3。资料显示超声冲击处理可以在焊缝表面形成压应力 。由于电渣焊封口平面与母材平面齐平,冲击使电渣焊缝截面上表面形成一压应力薄层,使原始应力发生明显变化,测量了一个深度打磨点和二个浅度打磨点的残余应力,得到冲击后平均应力为σmax=-49MPa,下降值为219MPa,下降率为129%。
2.2.2 埋弧焊的焊趾冲击
仅对埋弧焊的焊趾(熔合线)进行冲击,测点设在焊缝中央,距熔合线距离为22.5mm;由于测点面上未经冲击,故测量反映了焊趾冲击后的扩散效果。这里应包括二个方面作用,一方面焊趾冲击可以在熔合线处形成塑性压应变,这可以从电渣焊冲击的效果推断,压缩变形对周边原始应力分布的重新调整作用;另一方面超声冲击产生的类似振动时效的作用也使残余应力变化。冲击前后残余应力变化见表3。结果表明:对焊趾的超声冲击,在改善焊趾的应力集中的同时,对焊缝也产生一定的消应力效果,对σmax的消除值为36~97MPa,平均为64MPa。参考JB/5926-91振动时效标准的技术要求,消应力效果应大于20%。通常情况下,焊趾是疲劳的裂纹源区域之一,故焊趾冲击可以改善焊趾应力集中,提高焊接接头的疲劳寿命。
2.2.3 埋弧焊的全覆盖冲击
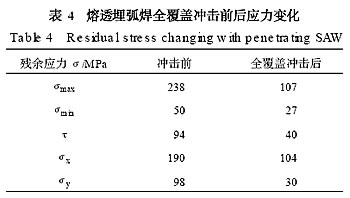
全覆盖冲击的消应力效果包括由于冲击生成的表面压应力对原始应力分布的调整以及超声振动时效的作用,其表现为生成压应力的薄层。但由于要获得贴应变片的平面(大于2cm×2cm) ,故需对焊缝中心圆弧凸起及冲击糙面进行打磨,打磨深度估计为1~2mm,且钻孔深度为2mm,测量结果是对一定深度(约2~4mm)的应力水平反映。测量结果见表4。
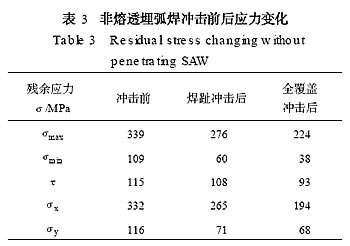
综合表3、表4可见,对非熔透埋弧焊,冲击前原始应力水平σmax=339MPa; 冲击后σmax=224MPa,消应力值为115MPa,消应力效果为34%。对熔透埋弧焊,冲击前原始应力水平238MPa,冲击后σmax=107MPa,消应力值为131MPa,消应力效果为55%。由于表面打磨的影响,在埋弧焊缝上未检测到压应力,但通过埋弧焊的测量结果及与电渣焊的比较,可知压应力层应该处于焊缝的浅表面(小于3mm) ,它对近表面的拉应力有较明显的消除效果。
2.3 工作效率估计
对电阻渣焊冲击过程进行耗时测量:对60mm×60mm面积的冲击耗时为3min,故工作效率为1200mm2/min。据此计算,对该5m长的箱型柱工件的4条埋弧焊进行覆盖冲击的耗时约为860 min,相当14h,故可确认冲击工艺效率偏低。
3 结 论
(1) 立柱电渣焊封口,残余应力呈平面双向均拉状况,有σmax = 170MPa,σmin = 124MPa,σx = 145MPa,σy = 148MPa,属正常的分布。在连接块附近的全熔透埋弧焊,受后期焊道的多次热应变作用,残余应力不高,有σmax = 238MPa,σx = 190MPa,低于一般状况。其它区域采用非熔透埋弧焊,有σmax =339MPa,σx = 332MPa;σy = 116MPa,与理论分布规律十分一致。
(2) 采用超声冲击消应力技术,可以在焊缝表面形成压应力层。超声冲击对一定深度的表层有消应力的效果,在采用对焊道全覆盖冲击时,对2~4mm深度层消应力效果可达34%~55%。
(3) 采用焊趾冲击法,可以修复焊趾的缺陷,降低应力集中。并伴随其压应力区的作用可以在一定程度上降低未受冲击焊缝的残余应力,下降率达20%。
(4) 冲击工艺是一种以点冲击接触、压应力屈服为主要特征的“面效应”型消应力工艺,由于冲击工艺处理的特点,其工作效率偏低,比较适合高拘束状态短焊缝的局部处理。