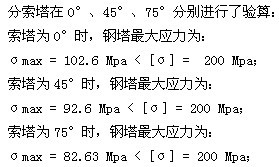
一、工程概况
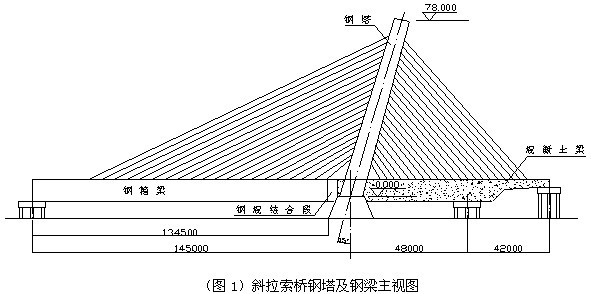
西安浐灞生态园灞河2号桥主跨为半漂浮体系独塔斜拉索钢箱桥,跨度为 145m,桥面宽度29.8m,钢桥横断面为双箱双室扁箱形,钢桥总重2800吨。索塔为矩形变截面四腹板椭圆形钢箱体,索塔斜高80.752m,垂直高度78m,钢塔自重1560.74吨,塔身中心线与水平面成75°倾角。钢塔为全焊接结构,底部最大截面为5820×2500(单位:mm),顶部最小截面为3000×2500(单位:mm)。全桥主体钢结构主要选用Q345qD钢材,最大焊接板厚为60mm。钢索塔的施工,采取工厂内整体拼装后分段焊接,现场在水平支架上进行拼装和焊接成钢拱,最后采用整体竖转的施工方法将钢索塔扳转到75°倾角的安装位置。

二、施工技术难点及对策
1: 西安灞河2号桥坐落于灞河与浐河交汇处,河道常年有水,现场安装时间在6-11月份,为沣水期。施工区域水深约为4-5米,对构件吊运带来不便。对策:为确保施工工期,降低施工措施费用,施工现场周围建临时围堰,将场地内的积水抽干后进行施工。以解决水面区域施工难题。
2: 由于该钢索塔在桥的纵轴向与水平面成75°倾角,垂直高度78m,总重达1560.74吨,使索塔钢结构单元的拼装、吊装、定位及焊接难度极大。对策:通过结合现场情况对几种施工方案的工期、成本及安全可靠性比较后,决定采用钢塔在水平支架上完成整体拼装焊接,然后采用整体竖转的方法将钢塔安装就位,从而解决高空拼装时钢结构单元吊装、定位、稳固及高空焊接的难题。
3: 整体竖转施工方法的技术难点是建立安全可靠的竖转受力体系,保证体系受力明确、简洁可靠。对策:经过反复论证和验算,最终确定采用塔根铰接式起重塔充当竖转拔杆,塔顶采用6台350吨穿心式液压千斤顶及后背锚稳绳组成的受力体系。完成索塔竖转过程受力。
4: 竖转铰链安装精确定位是保证索塔顺利竖转和定位的关键,铰链安装误差的控制是整体结构施工基础和难点。对策:通过制定科学的测量方案并增加相应的工艺措施,控制了铰链安装的定位精度。
5: 钢索塔竖转就位后,由于其结构自重的影响将出现塔身弯曲,从而影响索塔焊接前定位及索塔挂索时结构线形控制。同时,索塔就位后由于河道风力较大,必须解决索塔安装就位状态风震的影响。对策:索塔就位后,利用塔身中部锚索孔增设转换索调整塔身中部挠曲变形,既解决了索塔变形问题,又为索塔提供了抗风震的稳定索。
三、整体竖转的关键技术
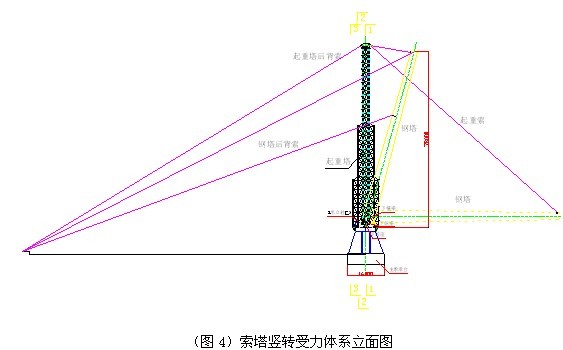
1: 整体竖转的受力体系
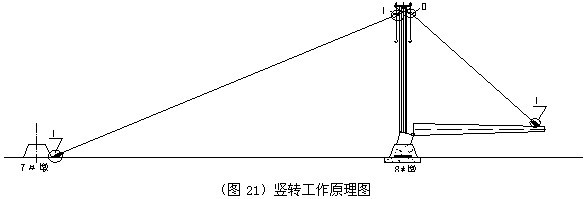
整体竖转的受力体系由索塔、起升索、起重塔、塔顶穿心式千斤顶、后背索及后背锚组成。索塔坐落于8号桥墩上,根部4m埋入8号墩混凝土内。索塔在工厂内分段加工完成后运到现场,在8号墩与10号墩之间搭设拼装支架,进行索塔拼装和焊接。索塔顶段设置三组吊耳,用于竖转时安装起升索锚具。起重塔搭建于8号墩顶,采用65式军用墩标准杆件组合成变截面桁架结构的承重塔。起重塔底部在组装阶段为刚性固结,外排桁架为起重塔搭建提供支撑。在索塔竖转阶段,起重塔底部转换为铰接,外排桁架与塔身承重桁架脱开。从而减少起重塔的根部约束,简化起重塔杆件受力。索塔竖转提升千斤顶安装在起重塔顶的起重平台上,起重平台在10号墩侧安装六台350吨液压穿心式千斤顶,用于竖转牵引。千斤顶上安装144根Φ15.24mm1860级预应力钢铰线作为起升索,与索塔顶部吊耳连接,用于牵引在地面完成整体拼装的索塔。在7号墩两侧分别设置一个1000吨地锚,每个地锚安装两台350吨千斤顶。采用96根Φ15.24mm1860级预应力钢铰线,将地锚与起重塔顶平台连接作为后背索。用于平衡起升索传递到塔顶平台的索力。
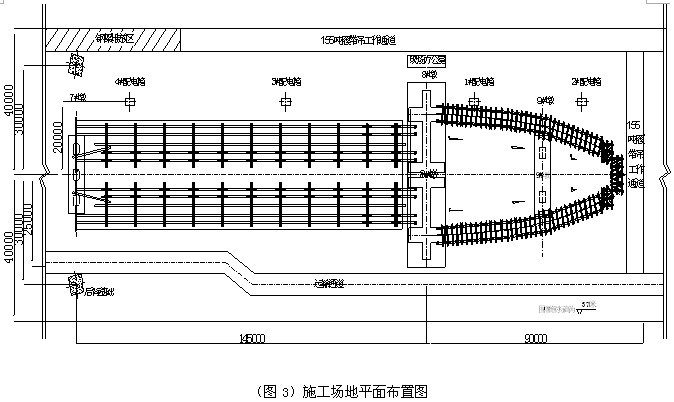
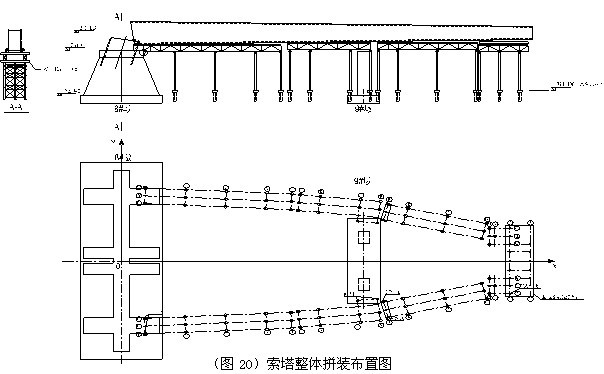
1.1:索塔整体竖转施工现场布置:
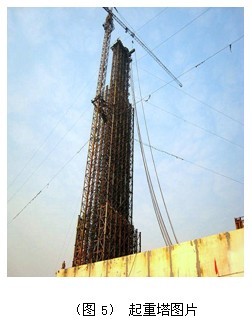
1.2:起重塔
起重塔架采用65式军用墩杆件组合而成,为提高起重塔搭设速度和便于塔顶设备的安装,在起重塔一侧安装一台23B型塔吊,将军用墩杆件在地面组合成框架结构后,再吊至起重塔上进行组装。随着起重塔的高度升高,塔吊在距8号墩顶48m处设置附着点,附着在起重塔架上。起重塔分别在距8号墩顶48m、63m和78m处设置三层风缆绳。每层风缆绳为四根对称布置,绳径28mm,预紧力6吨。起重塔各主要施工工况状态,采用ANSYS软件按照实体建模后进行结构验算:
1)在起重塔搭设阶段主要考虑风载荷和塔吊附着后的附加载荷的影响,起重塔架设三层风缆绳后,满足最大400Pa风压下的安全状态;
2)起重塔在工作状态(起重塔底为铰支状态,且考虑400Pa风载荷最不利风向)
通过对起重塔在各工况下的结构强度及刚度检算,表明起重塔结构满足索塔竖转对强度及刚度的要求。起重塔搭建过程要保证各节点连接可靠,高强螺栓连接付做到不欠拧和不过拧。并在竖转加载后对全部螺栓进行检查,松动的部分及时补拧。起重塔拼装过程中严格控制塔架的垂直度,完成拼装的起重塔垂直度偏差小于20mm.
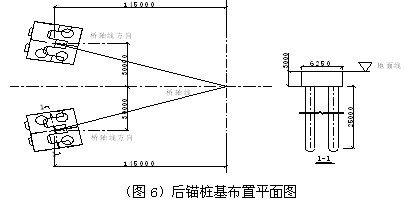
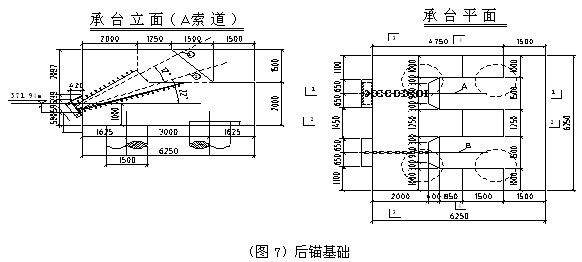
1.3:后背锚
通过对索塔竖转各阶段的受力计算分析,竖转加载到索塔脱离拼装支架的临界状态,受力体系各部承载达到最大值,随着索塔竖转角度的增加各部受力值逐渐减小。因此,受力体系的结构计算均采用竖转初始阶段的最大承载力值为设定值。并考虑最不利方向400Pa风载荷及1.1的动载系数。起升索最大索力为1040吨;后背索最大索力为856吨。
后锚设计为重力式锚碇。每个后锚设4根Φ1500mm桩基,桩长25m,承台尺寸为6250*6250*3500mm,承台及桩身自重为 476吨。后背锚计算结果:
每个后锚所受最大上拔为:225吨
抗拔安全系数为:K=476/225=2.11>2.0
每个后锚所受最大水平力为:363吨
抗滑移安全系数为:K=2.1>1.4
后背锚满足受力要求。索塔竖转加载过程中后背锚观测最大水平位移为3mm。
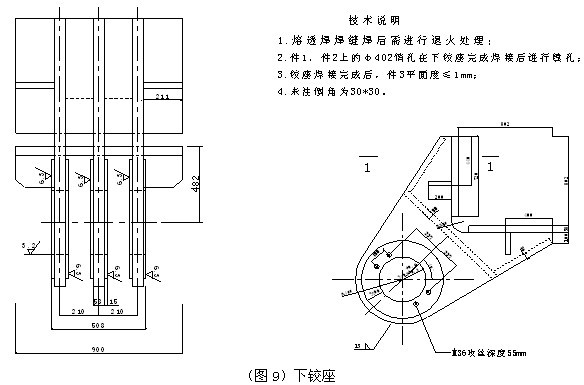
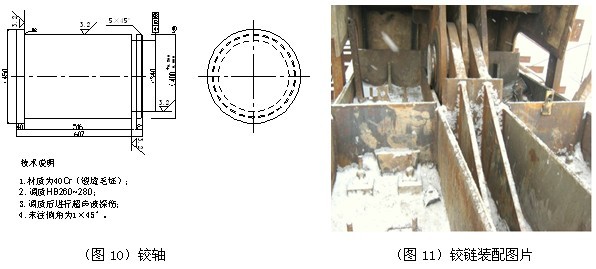
1.4:索塔竖转铰链
钢铰链既是竖转过程的转轴,又是索塔拼装及竖转就位的基准。随着搬转角度的增大,钢铰链最终将承受钢塔全部重量,因此,钢铰链既要满足结构简单便于施工,又要确保足够的强度和刚度,安全可靠。钢铰链分为铰链下座、销轴和铰链上座三部分构成(如下图)钢铰链的转动部位均应保证 以上光洁度,材料均应进行超声波探伤检测。结构在工厂内制作完成后进行消除应力处理。
钢塔竖转铰支座装配Φ400mm销轴,材质为40Cr调质处理;耳板采用Q345B,耳板厚度为90mm。
钢铰支座最不利受力工况为钢塔被扳转到75°安装就位状态,取1.1倍的冲击系数,下部销轴所受总荷载为 1415.68*1.1=1557.25 吨,由两幅铰链承受。
销轴抗剪安全系数:K=6
耳板承压安全系数:K=4.46
经计算,竖转铰链耳轴及耳板均满足施工要求。

1.5:起升千斤顶及吊索
1)起升千斤顶为6台350吨液压穿心式千斤顶,并排安装在起重塔顶部平台的9号墩侧,各顶之间通过油压传感器和位移传感器控制各千斤顶受力均衡。起升力最大值为1040吨每台顶平均受力为173.3吨,千斤顶工作安全系数2.01,满足施工要求。
2)起升索共计144根,在起重塔顶平台处分六束穿在6台液压穿心千斤顶上,在索塔顶部每相邻两束为一组与索塔顶部吊耳连接。最大起升力1040吨时,平均每根钢绞线受力7.2吨,钢绞线破断力25.6吨,安全系数为3.54,满足施工要求。
3)索塔顶部吊耳,是在原设计塔顶箱形结构内部增加两条内置腹板进行结构补强;腹板的布置形式等同于钢塔内置腹板的原设计;吊耳设计为插入式吊点,用于钢塔的竖转起吊。

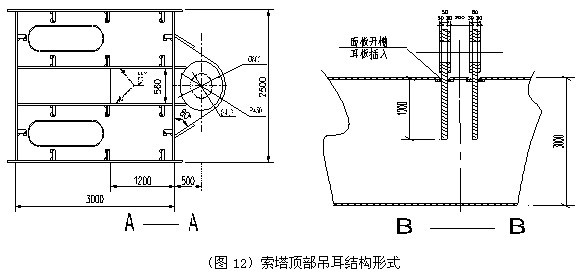
索塔顶部吊耳轴采用Φ400mm销轴,材质为40Cr;耳板采用Q345B,耳板厚度为58mm共计三组吊耳,六块耳板。
索塔顶部吊耳受力最大工况为索塔竖转脱离拼装支架时,每组吊耳所受最大荷载为346.66 吨,由此可得:
销轴抗剪安全系数(按Q345B计算):K=13.47
耳板承压安全系数:K= 6.25
1.6:后背千斤顶及后背索
后背千斤顶为4台350吨液压穿心式千斤顶,在每侧后背锚分别安装两台千斤顶。4台后背千斤顶通过压力传感器平衡后背力。后背力最大值为索塔竖转脱离拼装支架时,合计856吨。每台顶平均受力为214吨,安全系数1.63,满足施工要求。
后背索共计96根,分4束穿在后背千斤顶和起重塔顶平台后背锚挂架之间,最大后背力为856吨时平均每根受力8.92吨,钢绞线破断力25.6吨,安全系数为2.87,满足施工要求。
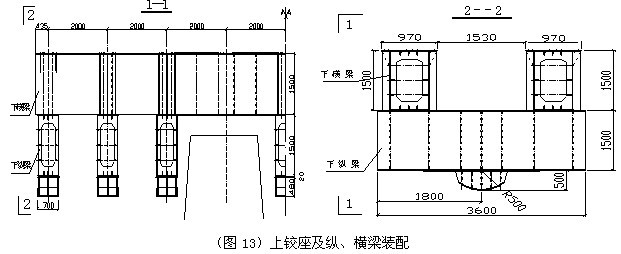
1.7:起重塔下部铰支撑结构
考虑索塔竖转过程中起升力为渐变值,与之平衡的后背力随起升力的变化而改变。不同的索力状态下后背索的弹性伸长量不同,由此造成重塔随后背索长度的变化而出现偏斜。当起重塔偏斜时,若起重塔的根部与基础为刚性连接,则势必在根部杆件上出现弯矩,并随起重塔偏斜量增大而递增。此种状态下,起重塔根部杆件将出现既承受压力又承受弯矩,从而使根部杆件容易出现受压状态下的失稳。基于上述原因,起重塔工作状态下应减少根部约束,消除弯矩的不利影响。故此,起重塔下部在竖转工作状态下采用铰接支撑形式,改善起重塔根部杆件受力状态,提高起重塔的安全性。
起重塔下部铰支撑结构由上部横梁、下部纵梁、下铰座构成。上部横梁与起重塔墩柱采用高强螺栓连接,上横梁与下纵梁为焊接。下纵梁与下铰座在桥的纵轴向通过半圆铰连接。由此形成起重塔在竖转过程中沿桥纵轴方向为根部铰支的桅杆,起重塔在桥的纵轴向的平衡由连接塔顶平台的起升索和后背索来保证。由于塔根部的铰支撑由七组铰支座组成,在进行下铰座定位安装时必须保证各铰支座的同轴度,以保证起重塔铰支撑各点受力的均匀和各铰支座在桥的纵轴向转动的灵活性。起重塔下部结构图示。

索塔竖转受力体系,通过充分的结构计算后进行设计、制作和安装。以保证结构的可靠性和施工的安全性。
2:竖转铰链的安装定位
2.1:索塔根部锚固段的安装
索塔竖转的钢铰链,安装在索塔锚固段内。因此,索塔锚固段是塔体竖转施工的基础,其安装状态必须满足铰链安装定位的精度要求,才能保证后期索塔拼装及竖转的顺利进行。索塔根部箱体4000mm浇筑在混凝土塔墩中,墩顶面以上2000mm钢塔节内灌注混凝土。塔墩通过埋设的精轧螺纹钢及贯穿锚固段箱体的剪力筋与索塔浇注混凝土后连成一体,索塔锚固箱节的安装就位后方可进行塔墩最终段的混凝土浇注施工。
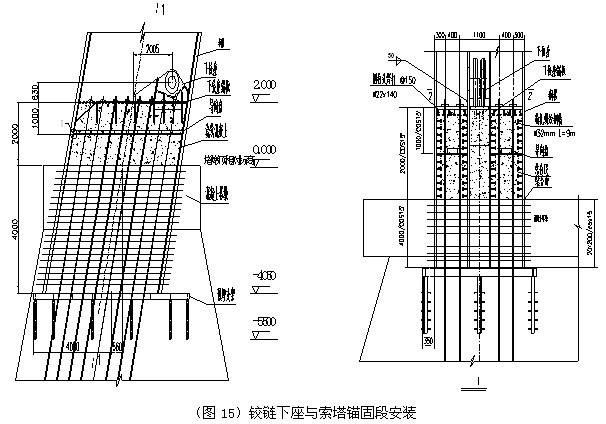
在索塔预埋段吊装前,在混凝土墩台内设置型钢支架,用作预埋段安装就位时的定位支撑架。用全站仪投放预埋段在安装支架上顶面定位十字中心线,用于索塔预埋段下端口安装定位基准线。将钢塔预埋段吊起放入塔墩内的支架上,调整至箱体下端口轴线与支架上定位轴线重合后,在下端口四侧设置定位挡块。
桥塔预埋段吊装就位后,用全站仪对塔节上口十字中心线进行测量。塔节上口测量基准线为桥的纵向轴线和8号塔墩横向轴线。先将一侧索塔预埋段上端口调整完毕,保证上端口横向轴线与塔墩轴线平行,同时保证上端口4边中心点的坐标与设计相符。然后参照塔墩横向轴线和桥的纵向轴线进行另一侧索塔预埋段的调整。保证两预埋段上口纵轴向中心线平行度偏差在6000mm长度内小于5mm,横轴向中心线同轴度偏差小于3mm,调整完成后将钢塔和底座焊接牢固。塔墩混凝土浇筑时应注意塔节两侧混凝土均匀浇筑和振捣,并实施监控测量跟踪,防止预埋段塔节的位移。
2.2:钢铰链安装
用全站仪复测预埋段上端口四侧面中心观测点三维坐标,并用光电经纬仪复查两箱体纵向轴线平行度和横向轴线同轴度。通过GPS点定位G、B、H、C用于铰座及索塔安装放线基准点。
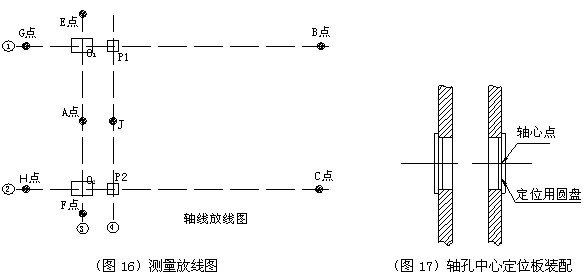
其中:A、E、F为横轴线定位点;
O1、O2为索塔锚固段上端口中心点;
G、B;H、C为纵轴线定位点;
P1、P2为下铰座耳轴孔中心点;
以③轴线为基准轴线放出④轴线为铰链轴心定位轴线。
以①、②轴线放出两铰链在纵向定位轴线,其支点P1、P2为两铰链中心定位点。
以A点为原点,C点为定位点,J点为P1、P2的中心点利用全站仪于A点复测P1、P2点纵轴的坐标位置。
将下铰座连同铰座板吊入钢箱体,以下铰链孔中心安装定位,调整铰链下座耳板垂直度、耳板平面与中心线垂直平面的平行度及两耳板与中心垂直面的对称度,用框式水平仪检查铰链耳板加工面的垂直度偏差应小于1/1000。
在下铰座两轴孔的外侧,临时安装一等径圆盘,圆盘加工成芷口与耳轴孔的配合间隙不大于0.05mm,圆盘中心点与轴孔中心重合。圆盘内、外侧轴心点用划针划出十字线交点,划针线宽应小于0.2mm。如上图所示。
在J点架设经纬仪,测量调整铰座内、外侧耳板上销轴孔中心与④轴线所在铅垂面的平面外偏差,以A点架设水准仪测量内、外侧销轴孔心标高偏差,采用游标卡尺进行观测线标定,保证同一销轴两侧孔心径向偏差值小于1mm,两墩台上的下铰座耳轴孔中心同轴度偏差值小于2mm。
用全站仪于A点对下铰座销轴孔的安装偏差进行复测后,将下铰座进行定位焊接。
控制精度要求:①P1-P2线与H-C线垂直度偏差小于3/20000;②P1P2两点水平度偏差小于2mm,以保证钢塔安装就位后垂直度偏斜小于1/5000;③P1、P2处铰轴孔中心轴与P1P2轴线的同轴度偏差小于2mm。
下铰座与锚固段的焊接采用两名焊工同焊接参数、对称位置施焊,焊接采用小电流、分段跳焊,焊前预热温度80~100℃,焊接过程层间温度控制小于250℃,焊后保温缓冷并进行消氢处理。铰座焊接过程应始终进行测量观测,通过调整焊接次序和规范控制焊接变形,严禁大电流连续施焊,每完成一道焊缝焊接后,用气动风镐打击焊缝表面,以碾压焊缝消除焊接残余应力。
1)焊接方法: 二氧化碳气体保护焊;
2)焊材:药芯焊丝(TWE-711);
3)焊前预热:80℃~100℃;
4)层间温度:180℃~200℃;
完成下铰座安装、焊接后,进行上铰座安装。上铰座安装时先将上、下铰座用假轴连接,假轴外径与铰座孔径误差为0.5mm,假轴用厚壁无缝管加工而成, 假轴穿入上、下铰座后应保证上铰座能自由转动,然后将上铰座转至其与上节箱体的安装位置,用支架将上铰座固定。调整上节钢箱体与下部预埋段箱体侧板轴线重合后,将上铰链与上箱体焊接固定。
上铰座装配图示意图:
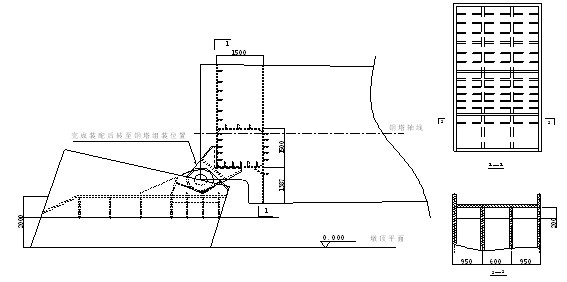
首段箱体按索塔安装位置吊装就位,与上铰链焊接完成后,将上段塔节转至水平拼装状态。
上铰座与索塔箱体间的焊接遵参照下铰座的焊接工艺制度进行,铰座与箱体的焊接过程中应经常用塞尺检查,假轴与轴孔的间隙变化,当发现不均匀变形时及时调整焊接顺序。
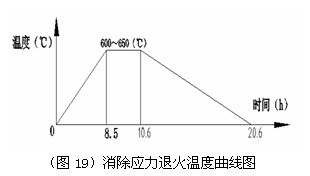
铰座焊接过程热量集中,最大板厚60mm,拘束度很大,易产生热裂纹和母材的层状撕裂,焊后采用电热毯加热,电子温控仪控温,进行退伙处理。外包100mm厚石棉被,退火温度600℃~650℃,保温时间130分钟,然后缓慢冷却至室温,退火加温区应为焊缝及两侧150mm范围。
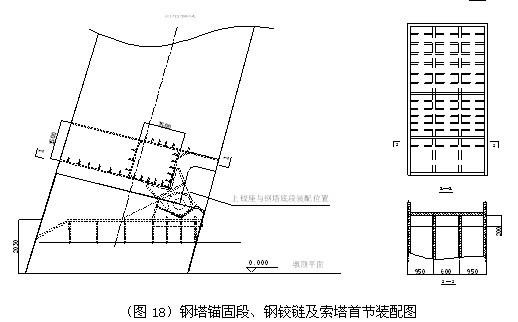
3:索塔拼装
选用65式军用墩搭设索塔现场拼装支架,上部铺设钢垫梁,做为塔架箱体拼装载荷分配梁。分配梁上设拼装支撑墩作为钢塔箱节拼装时的支撑点。
索塔节的拼装以首段与钢铰链焊接定位的箱体为初始端,各拼装段腹板中心均与首段的腹板中心在同一水平面,各段的拼装就位依照内外侧腹板中心线上定位点坐标进行调整。就位的钢塔节从N3(N3’)段接口开始向沿椭圆长轴对称向N25段依次进行拼装。每完成两个支撑柱跨距单元内的塔段吊装和调整后,随即进行该单元内塔段的定位焊接,然后进行后续单元内塔段的吊装和焊接。
塔段接口上盖板、下盖板采用带焊剂衬垫的CO2焊接,实现单焊双面成型。腹板采用分段立焊,焊工以接口竖向中心线为对称轴对称布置,同步施焊。先焊内侧两腹板,再焊外侧两腹板。焊前需对焊缝两侧及坡口内的锈蚀进行充分清理,焊剂垫使用前应进行450℃烘干2.5小时以上,并进行200℃保温待用,将衬垫装配到焊缝钝边下侧,衬垫应与钢板表面贴紧,适度挤压。然后进行母材预热,预热采用电热毯或加热棒预热,预热温度控制在焊接侧表面温度为80~100℃为宜,预热区域为焊缝两侧各100mm—150mm,二氧化碳气保焊打底焊接,焊接过程层间温度控制在250℃以下。
索塔拼装采用三维坐标定位的同时,对索塔上斜拉索孔中心位置坐标进行校核。由于塔段在支架上进行拼装,每段塔节就位时都应对前段已就位钢塔进行复测,以监控支架承载变化后的变形,并及时调整拼装塔节标高。
由于索塔现场焊缝全部为一级焊缝,需进行48小时后的100%超声波探伤和10%射线探伤。因此,探伤工作应与现场的焊接及吊装作业合理安排,以保证施工人员的人身安全和最佳的施工效率。
4:钢桥塔竖转液压系统
以起重塔顶平台为液压提升系统的工作平台,将六台350吨级液压穿心式千斤顶作为起升设备,安装于塔顶起重平台上。起重平台通过纵、横垫梁将载荷分布到军用墩立柱上。起重平台由横梁和起重纵梁构成,在纵梁上安装锚箱用于安装竖转千斤顶,通过钢铰线与索塔顶部吊耳连接。六台350吨液压千斤顶分别使用两台液压站供油,在竖转工作过程,通过安装在千斤顶上的位移传感器和压力传感器控制千斤顶的同步位移和均匀受力。索塔竖转的前45°采用六顶同时工作,45°-75°采用四顶工作。

后背索采用四台350吨千斤顶工作,分别由两台液压站供油。起升和后背系统液压站由一台计算机控制。
5:竖转过程监控及观测
5.1:应力监控
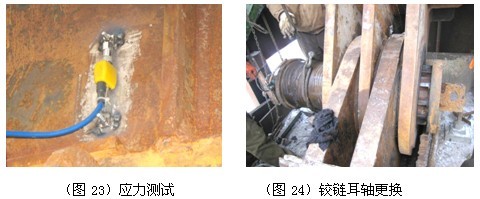
起重塔搭设完成后,按照对起重塔结构受力计算的结果,在起重塔铰座、变截面位置军用墩柱、塔顶分配梁及起重平台纵梁吊耳处安装张弦式应变测试设备,测量各点应力初始值。在索塔竖转开始后按照每分钟一次的频率对起重塔高应力区进行检测。检测值与理论计算值进行比照,为索塔的竖转提供决策依据。
5.2:测量观测
索塔竖转过程中需对起重塔纵向偏位、起重塔横向偏位、索塔竖转角度、及后背锚变位进行观测。
起重塔的纵、横向变位观测采用光电经纬仪测量,用于监控随着索塔竖转角度的变化引起起重塔顶受力不平衡时起重塔的倾斜。以便于及时调整后背索力,平衡起重塔受力,使起重塔垂直度保持适当的偏差范围。
在竖转加载后,采用经纬仪对后背锚水平位移进行观测,以掌握后背锚基础受力后的变位,确保竖转过程的安全。
索塔竖转角度的观测采用在索塔腹板中心线上贴反光片,用全站仪进行观测,通过观测点的坐标来测出索塔的竖转角度。
6:索塔竖转
完成索塔拼焊、检测、竖转设备安装及起升索穿索和索力初调后。更换铰链耳轴,先将上、下铰链安装定位使用的假轴用耳轴顶出,然后拆除所有上、下铰链固定支撑及索塔拼装过程中的工艺支撑。使索塔与拼装支架的全部连接点断开,并清理塔内和塔顶面的全部杂物,清除索塔竖转前的障碍。
索塔竖转分以下几个阶段进行:
6.1:竖转前起重塔垂直度调整:由于起重塔在竖转加载前其塔根部转为铰接支撑形式,塔顶起升力和后背力变化时,起重塔身将出现偏斜,为控制起重塔顶位移,减少对塔顶操作人员带来不适的影响,竖转过程中起重塔顶的纵桥向偏斜量一般控制在50mm以内。加载前起重塔初始垂直度偏差控制在10mm以内。
6.2:竖转加载、压载:索塔竖转加载分20%、40%、60%、80%、100%五个阶段进行,每阶段加载过程中,对起重塔和索塔均应力应变值进行严密监控,并及时调整起重塔的偏斜量。加载到预计起升力之后,索塔将转离拼装平台,索塔与拼装平台完全脱离后进入满负荷压载状态。索塔竖转体系在压载状态下保持24小时。
6.3:压载状态下索塔竖转受力体系检查:索塔竖转进入压载阶段后,将液压系统的阀体锁死,分专业进行起重塔、索塔吊耳、后背锚变位及千斤顶挂架、液压提升系统等进行检查。
起重塔检查主要是顶部其中梁吊耳焊缝检查、起重塔杆件连接节点高强螺栓检查、塔根铰座及纵梁检查。目的是检查起重塔在满载状态下,高应力杆件变形和裂纹及高强螺栓的松弛。索塔吊耳检查,是针对索塔吊耳在最大竖转载荷状态下变形及高应力部位的裂纹,确保竖转的安全。后背锚检查,主要进行后背锚座受压状态下的破损、后背锚在最大后背力作用下的滑移和后背锚千斤顶挂架安全性的检查。
液压提升系统检查,主要检查液压系统的密封性、起升及后背钢绞线受力是否均匀和起升索在千斤顶挂架内出索是否顺畅。
根据各专业分工的检查结果进行汇总分析,对检查中发现的问题认真解决后,通过现场技术人员验收确认,方可转入正式索塔竖转阶段
6.4:索塔竖转:通过24小时压载及压载阶段对各部分的检查和调整后,索塔进入正式竖转阶段。竖转过程0°~45°采用6台千斤顶同步提升,钢绞线提升速度为4米/小时。在45°~75°的竖转阶段用4台千斤顶同步提升,钢绞线提升速度为6米/小时。竖转过程中对起重塔应力变化、起重塔垂直度进行跟踪观测,并对起重塔偏斜进行及时调整保证竖转工作顺利进行。
7:索塔就位焊接
由于索塔的拼装采用铰链定位,而铰链的游动间隙小于2mm。因此,索塔合拢接口部分能够避免出现较大错位,接口部位设置定位垫板保证接口的焊缝间隙。测量索塔腹板中心线上反光片坐标,调整索塔腹板中心线与水平面夹角满足设计要求后将合拢接口进行固定。合拢口焊接前应进行充分清理表面污物并进行预热,焊接过程中控制层间温度,焊后进行消除应力退火处理。焊接过程中还应注意合理的焊接顺序和对称的焊缝布置,减小焊接变形和焊后残余应力
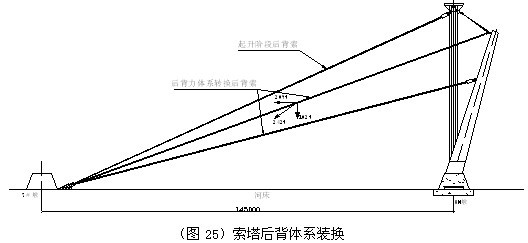
8:索塔后背体系装换及起重塔拆除
在索塔竖转合拢调节完成后,将起重塔柱脚恢复到塔的拼装过程的刚性固接状态。同时恢复起重塔拼装过程架设的起重塔风缆绳。进行索塔受力体系转换。由于索塔搬转至75°角后的起升索索力仅为132吨,后背索索力为153吨。因此,在此时可将四台后背千斤顶中两台350吨千斤顶拆除,将其所承担的后背力转换到另外两台千斤顶上,将卸载的两台千斤顶与索塔中部临时后背索进行安装和加载,同时将原起重塔后背索进行卸载,对索塔中部变形进行调整至塔身侧面中心线成直线状态,与水平面成75°倾角。然后进行合拢口焊接。在完成索塔根部焊接后,将索塔中部装换后背索加载至192吨后,将起重塔后背索完全卸载,完成索塔合拢焊接后的受力体系转换。
起重塔最后卸载的两台千斤顶转换为索塔顶部后背索,用于调整索塔在自重状态下塔顶挠曲变形,并与索塔中部后背索一同充当倾斜的索塔挂索前抗纵桥向风震的稳绳。
完成索塔受力体系转换后,便可拆除起重塔顶液压起升设备和起升索及后背索。最后进行起重塔的拆除。由于斜拉索桥的挂索施工必须在主跨钢桥及引桥的混凝土桥施工完成后进行,转换后背索要在索塔挂索并完成初张拉后卸载和拆除。
结束语
通过采用整体竖转技术组织西安灞河2号桥的安装施工,使索塔焊接测量结果达到:塔顶横桥向偏差3mm;纵桥向角度偏差0.016°。达到了很高的安装精度。同时降低了施工的难度,简化了施工控制环节,使高空安装的焊接、组拼、测量监控等工序转化为地表作业,从而提高了效率,保证了安装质量和进度。索塔现场1980米厚板拼装焊缝100%达到超声波一级探伤标准,一次探伤合格率达到96%。安装过程使用的最大吊车为150吨,从而极大地降低了施工成本。由于减少了高空作业工作量,保证了施工过程0伤亡的安全目标实现。使大型倾斜构的安装做到了安全、准确、平稳、快捷、高效。